GWR’s unique flex ball rotor honing tool, with proprietary
"Automatic Cross Hatch Pattern™" design, it economically prepares turned
and new brake rotors for optimum burnishing... in just 10 to15 seconds.
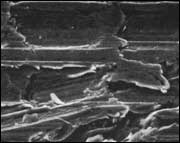
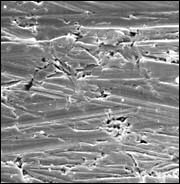
Only "this tool" can apply an extremely low RA "cross hatch" pattern, something
OE testing has shown must be done to ensure proper mating and particulate
film transfer. (I.E. Required by Brembo, ATE, and other OEM Rotor Mfgs.)
Of equal importance is the fact that the all important X pattern can’t be
created with spinning sandpaper, cookies, or scotch type discs.
When mated with New Brake Pads, rotors that are honed before installation,
produce a more controlled break in and a higher Friction Energy Index (FEI)
performance number... that means safer and quieter braking.
You'll also save money!
Shop owners report the non clogging, long wearing oxide balls cut up to 150 rotors
with the proper electric drill and technique. That is a net cost of about .25¢ per vehicle,
3 to 4 times less expensive than swirl type cookie discs.
|
|
Flexible Ball Hone |
|
|
Tools for... |
.jpg)
.gif)


.jpg)




.jpg)